Метод:
В основе нашей технологии лежит вибролитьевой метод. Почему мы не используем вибропрессование? В интернете много статей и видео, в которых производится сравнение вибролитьевой и вибропресованной плитки и, в большинстве своем они необъективны, потому что основной массе производителей выгодно занижать характеристики вибролитьевой плитки, используя для изготовления тестовых образцов цемент низких марок (м100-м200) и превозносить вибропрессованную плитку. На самом деле, единственный плюс вибропрессования – автоматизация и массовость, вибропрессованную плитку можно изготавливать на станках и большими партиями.
Вибролитье невозможно автоматизировать, это только ручной труд на всех этапах производства. Вибропрессованная плитка ВСЕГДА будет уступать вибролитьевой по характеристикам. Вибролитье это большие трудозатраты, но куда более высокое качество.
Этапы производства:
Для изготовления наших изделий мы используем только качественное сырье:


Соотношение цемента к песку строго 1:2 . Щебень и другие способы удешевления производства НЕ ИСПОЛЬЗУЮТСЯ. За рецептурой смеси ведется очень строгий контроль.


Каждое изделие отдельно протрясывается на вибростоле.

Готовые изделия просушиваются в парнике, набирая прочность первый раз и готовясь к расформовке.

Изделия достаются вручную, происходит первый этап отбраковки. Не прошедшие контроль качества изделия в дальнейший цикл не допускаются.


Прошедшие отбраковку изделия отправляются на шлифовку выступающих частей с помощью УШМ.

После обработки, изделия просушиваются перед покрытием не менее 7 дней.

Набрав прочность второй раз, изделия покрываются первым слоем, эпоксидной краской QTP 1051 белого цвета.
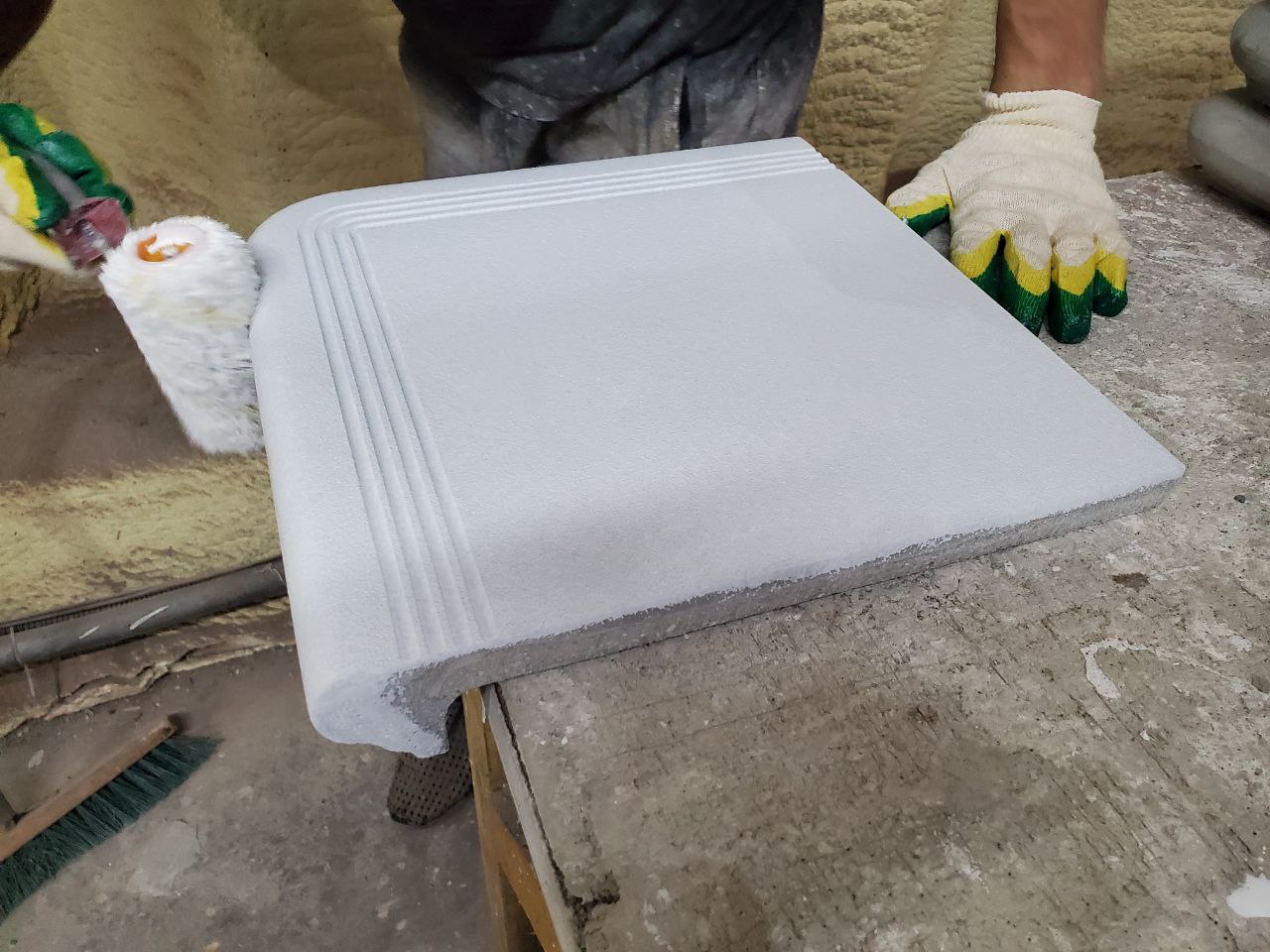
После равномерного нанесения первого слоя, на него насыпается вторым слоем кварцевый песок фракции 0,1-0,63мм.

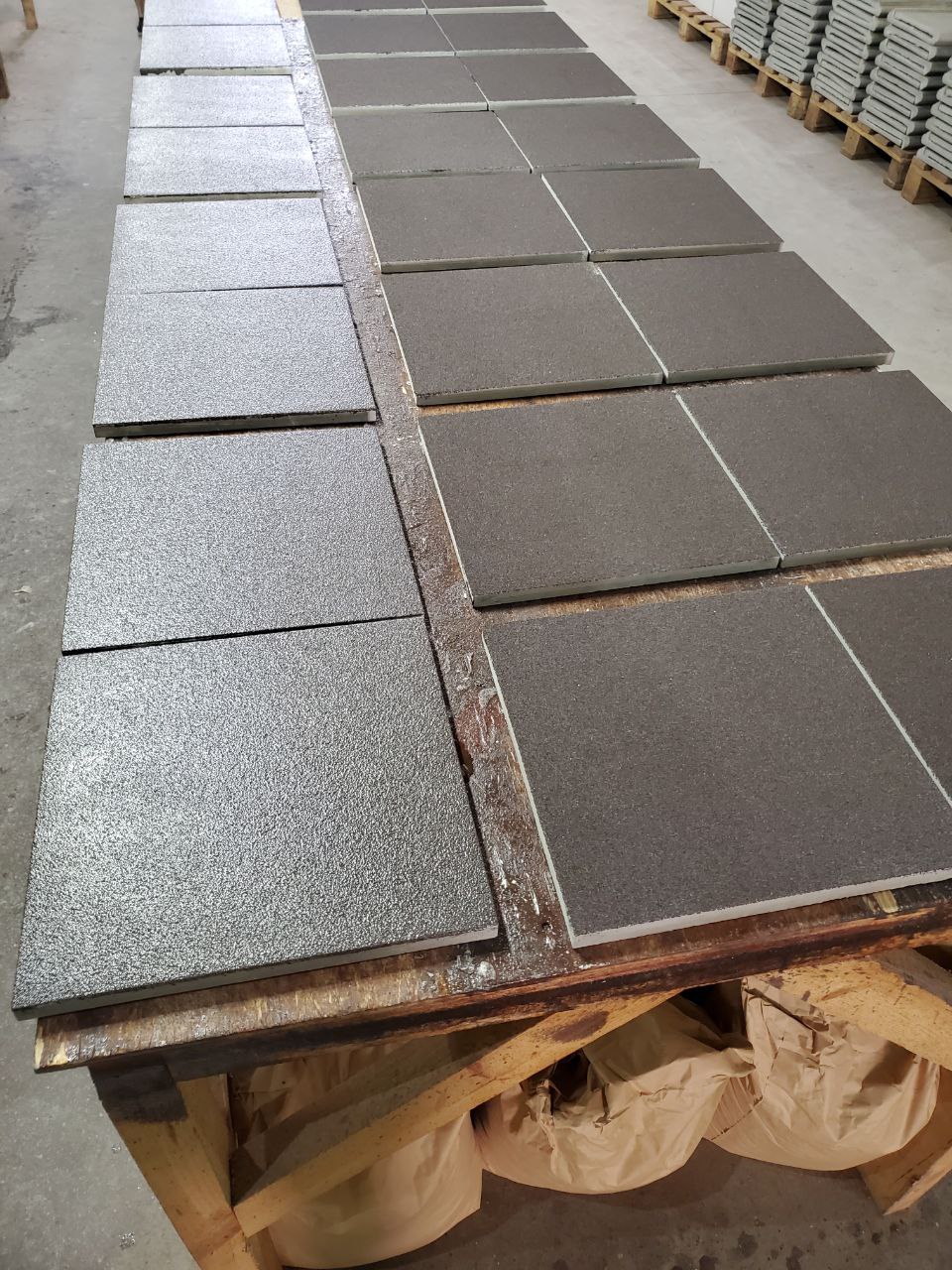
В таком виде изделия просушиваются еще сутки в специальном стеллаже, обеспечивающем доступ к воздуху со всех сторон.

На последней производственной стадии наносится третий, фиксирующий слой прозрачного эпоксидного наливного состава QTP 1130.

На следующий день изделия проходят второй этап отбраковки. Изделия ее не прошедшие (вмятины, дефекты) предоставляются в качестве бесплатных образцов. Прошедшие контроль качества изделия упаковываются в коробки и ждут своих покупателей.

С вариантами цветовых расцветок вы можете ознакомиться наглядно на нашем производстве. Вся продукция сертифицирована.